
כבלי תקשורת בתדר גבוה ובעלי הפסדים נמוכים עשויים בדרך כלל מפוליאתילן מוקצף או פוליפרופילן מוקצף כחומר בידוד, שני חוטי ליבה מבודדים וחוט הארקה (בשוק כיום ישנם גם יצרנים המשתמשים בשני חוטי הארקה כפולים) לתוך מכונת הליפוף, עוטפים נייר אלומיניום וסרט פוליאסטר גומי סביב חוט הליבה המבודד וחוט ההארקה, תכנון תהליך הבידוד ובקרת תהליכים, מבנה קווי תמסורת במהירות גבוהה, דרישות ביצועים חשמליים ותורת תמסורת.
דרישת מנצח
עבור SAS, שהוא גם קו תמסורת בתדר גבוה, האחידות המבנית של כל חלק היא גורם מפתח בקביעת תדר השידור של הכבל. לכן, כמוליך של קו תמסורת בתדר גבוה, פני השטח עגולים וחלקים, ומבנה הסריג הפנימי אחיד ויציב כדי להבטיח אחידות של התכונות החשמליות בכיוון האורך; על המוליך להיות בעל התנגדות DC נמוכה יחסית; יחד עם זאת, יש להימנע מכיפוף מחזורי או כיפוף לא מחזורי של המוליך הפנימי, עיוות ונזק וכו' כתוצאה מחוטים, ציוד או התקנים אחרים. בקו תמסורת בתדר גבוה, התנגדות המוליך היא הגורם העיקרי לדעיכה של הכבל (פרמטרי תדר גבוה חלק בסיסי 01 - פרמטרי דעיכה), ישנן שתי דרכים להפחית את התנגדות המוליך: הגדלת קוטר המוליך, בחירת חומרי מוליך בעלי התנגדות נמוכה. לאחר שקוטר המוליך גדל, על מנת לעמוד בדרישות העכבה האופיינית, הקוטר החיצוני של הבידוד והקוטר החיצוני של המוצר המוגמר גדלים בהתאם, מה שמביא לעלייה בעלויות ולחוסר נוחות בעיבוד. בתיאוריה, שימוש במוליך כסף יקטן הקוטר החיצוני של המוצר המוגמר, והביצועים ישתפרו משמעותית, אך מכיוון שמחיר הכסף גבוה בהרבה ממחיר הנחושת, העלות גבוהה מדי לייצור המוני, על מנת לקחת בחשבון את המחיר וההתנגדות הנמוכה, אנו משתמשים באפקט העור כדי לתכנן את מוליך הכבל. כיום, השימוש במוליכי נחושת משומרים עבור SAS 6G יכול לעמוד בביצועים החשמליים, בעוד ש-SAS 12G ו-24G החלו להשתמש במוליכים מצופים כסף.
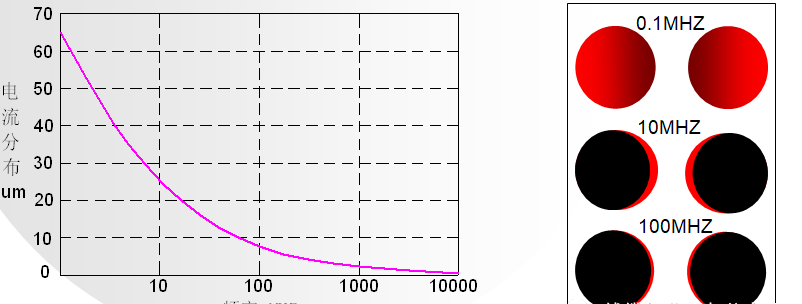
כאשר יש זרם חילופין או שדה אלקטרומגנטי מתחלף במוליך, פיזור הזרם בתוך המוליך יהיה לא אחיד. ככל שהמרחק מפני השטח של המוליך עולה בהדרגה, צפיפות הזרם במוליך פוחתת באופן אקספוננציאלי, כלומר, הזרם במוליך יתרכז על פני השטח של המוליך. מהמישור הרוחבי הניצב לכיוון הזרם, עוצמת הזרם של החלק המרכזי של המוליך היא למעשה אפס, כלומר, כמעט ואין זרם זורם, ורק החלק בקצה המוליך יחווה תת-זרמים. במילים פשוטות, הזרם מרוכז בחלק ה"עור" של המוליך, ולכן זה נקרא אפקט העור. הסיבה להשפעה זו היא שהשדה האלקטרומגנטי המשתנה מייצר שדה חשמלי מערבולת בתוך המוליך, המקוזז על ידי הזרם המקורי. אפקט העור גורם להתנגדות המוליך לעלות עם עליית תדירות הזרם החילופין, ומוביל להפחתת יעילות זרם העברת החוטים, תוך צריכת משאבי מתכת, אך בתכנון כבלי תקשורת בתדר גבוה, ניתן להשתמש בעיקרון זה כדי להפחית את צריכת המתכת על ידי שימוש בציפוי כסף על פני השטח תחת ההנחה של עמידה באותן דרישות ביצועים, ובכך להפחית עלויות.
דרישת בידוד
בדומה לדרישות המוליך, גם מדיום הבידוד צריך להיות אחיד, וכדי להשיג קבוע דיאלקטרי s נמוך יותר וערך משיק זוויתי של הפסד דיאלקטרי, כבלי SAS משתמשים בדרך כלל בבידוד קצף. כאשר דרגת ההקצפה גדולה מ-45%, קשה להשיג הקצפה כימית, ומידת ההקצפה אינה יציבה, ולכן כבל מעל 12G חייב להשתמש בבידוד קצף פיזי. כפי שמוצג באיור למטה, כאשר דרגת ההקצפה גבוהה מ-45%, בקטע של הקצפה פיזית והקצפה כימית שנצפו תחת מיקרוסקופ, נקבוביות ההקצפה הפיזיות גדולות וקטנות יותר, בעוד שנקבוביות ההקצפה הכימיות קטנות וגדולות יותר:
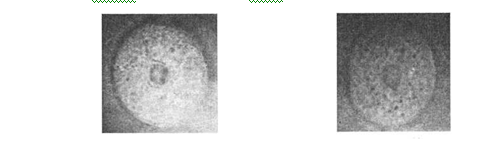
הקצפה פיזית כִּימִיהַקצָפָה
זמן פרסום: 20 באפריל 2024





